







Klocki Tomex Tył - CITROEN JUMPER


Parametry
- Stan
- Nowy
- Faktura
- Faktura VAT
- Producent części
- Tomex
- Jakość części (zgodnie z GVO)
- Q - oryginał z logo producenta części (OEM, OES)
- Waga (z opakowaniem)
- 2 kg
- Waga produktu
- 1,45 kg
- Numer katalogowy oryginału
- CITROËN 1611140880, CITROËN 1611457480, CITROËN 1617265080, CITROËN 425359, CITROËN 425360, CITROËN 425469, FIAT 6001073129, FIAT 71770028, FIAT 71773149, FIAT 77364016, PEUGEOT 1611140880, PEUGEOT 1611457480, PEUGEOT 1617265080, PEUGEOT 425359, PEUGEOT 425360, PEUGEOT 425469
- Numer katalogowy części
- TX 14-41
- Numery katalogowe zamienników
- BENDIX Braking BPD1050, BLUE PRINT ADP154258, CHAMPION 573274CH, DON PCP1636, FEBI BILSTEIN 16814, HELLA 8DB 355 012-911, HELLA PAGID 8DB 355 012-911, KAMOKA JQ101102, MINTEX MDB2850, OPTIMAL BP-12428, PROCODIS FRANCE PF1441, RIDEX 402B0192, Stark SKBP-0010192, SWAG 62 91 6814, TEXTAR 2446501, TOPRAN 722 613, Wti Automotive K971002
- Strona zabudowy
- Tył
- Typ samochodu
- Autobusy, Samochody dostawcze
- Wysokość
- 48,8 mm
- Grubość
- 18,8 mm
- Szerokość
- 137 mm
- Wersja
- Europejska
Opis produktu
Klocki Tomex Tył - CITROEN JUMPER
Komplet na oś
Nr katalogowy: TX14-41
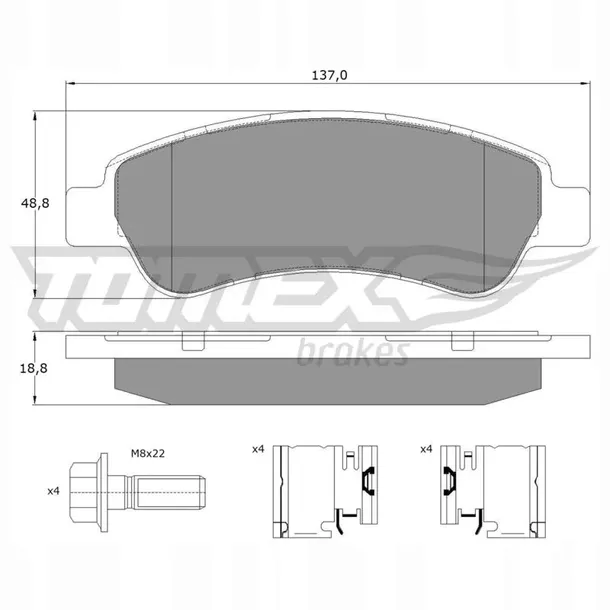
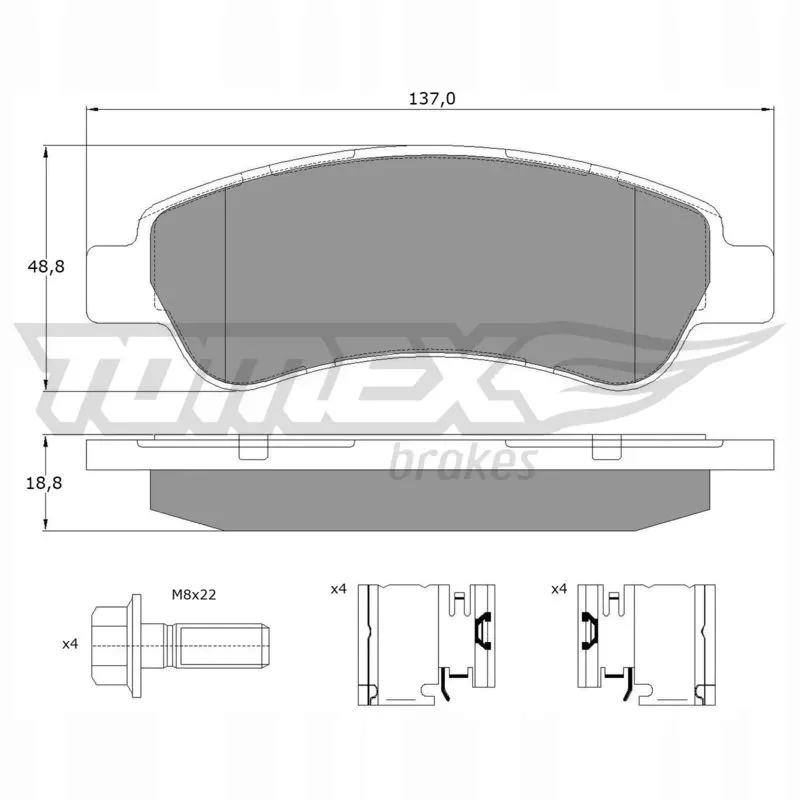
Specyfikacja:
- Grubość [mm]: 18,8
- Szerokość [mm]: 137
- Wysokość [mm]: 48,8
- System hamulcowy: BOSCH
Firma Tomex to najbardziej doświadczony polski producent klocków i szczęk hamulcowych. Producent ten jest największym w kraju i jednym z najbardziej liczących się w Europie Środkowej wytwórcą elementów układu hamulcowego do aut osobowych, dostawczych oraz ciężarowych. Produkty firmy podlegają stałym kontrolom i testom na każdym z etapów produkcji co zapewnia wysoką jakość produktu.
Scorching - Bardzo ważny etap na procesie produkcji polegający na obróbce cieplnej wierzchniej warstwy materiału ciernego. Proces ten ma na celu wytworzenie warstwy, która wspomaga docieranie klocków.
Hybritech - Kolejna innowacja w procesie produkcji firmy Tomex. Proces ten to hybrydowe prasowanie klocków hamulcowych do aut osobowych polegające na stosowaniu dwóch faz w trakcie jednego cyklu, najpierw odbywa się prasowanie w temperaturze otoczenia a następnie prasowanie na gorąco w temperaturze 200°C. Dzięki tej technologii udało się znacząco zmniejszyć fading temperaturowy czyli zachować skuteczność hamowania również w wysokiej temperaturze.
