







Klocki Tomex Tył - NISSANN INTERSTAR

Parametry
- Stan
- Nowy
- Faktura
- Faktura VAT
- Producent części
- Tomex
- Waga (z opakowaniem)
- 2 kg
- Waga produktu
- 1,07 kg
- Numer katalogowy oryginału
- GENERAL MOTORS 93173182, NISSAN 4406000QAE, OPEL 1605982, OPEL 4403467, OPEL 9111467, OPEL 93173182, OPEL 95515197, RENAULT 7701206763, RENAULT 8660004483, VAUXHALL 95515197
- Numer katalogowy części
- TX 13-52
- Numery katalogowe zamienników
- BENDIX Braking BPD1107, BLUE PRINT ADG04247, CHAMPION 573055CH, COMLINE ADB01036, COMLINE CBP01036, Dr!ve+ DP1010.10.0080, FEBI BILSTEIN 16493, HELLA 8DB 355 009-421, HERTH+BUSS JAKOPARTS J3611046, KAMOKA JQ1012906, KLAXCAR FRANCE 24146z, MASTER-SPORT GERMANY 13046038062N-SET-MS, OPTIMAL BP-83300, PROCODIS FRANCE PF1352, RIDEX 402B0167, SKF VKBP 90097, Stark SKBP-0010167, TEXTAR 2366901, TOPRAN 207 087, Wti Automotive K711133
- Strona zabudowy
- Tył
- Typ samochodu
- Autobusy, Samochody dostawcze
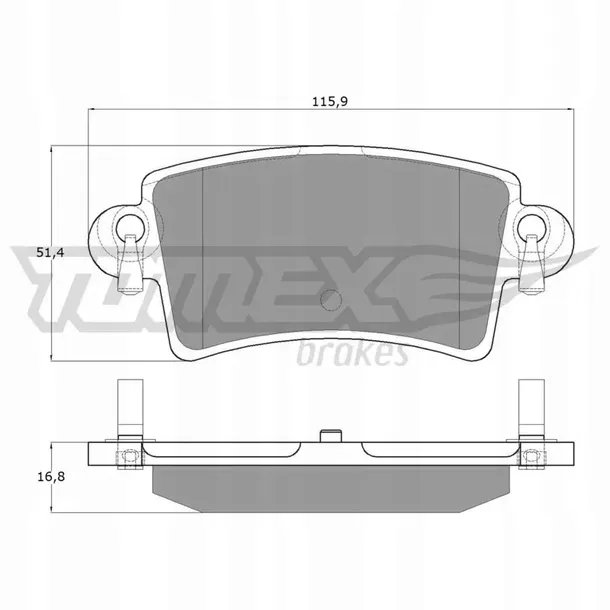
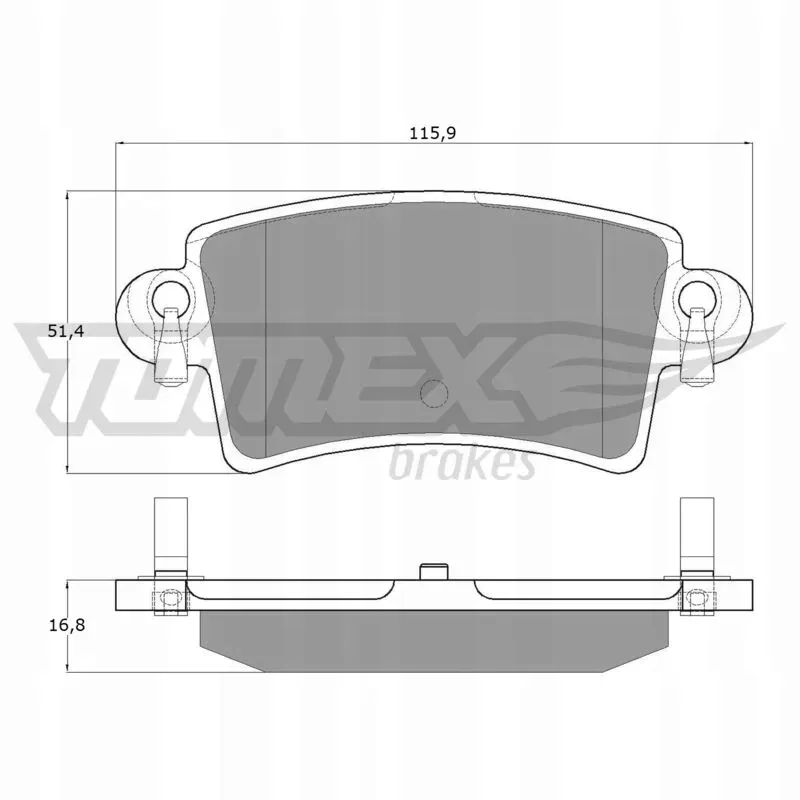
- Wysokość
- 51,4 mm
- Grubość
- 16,8 mm
- Szerokość
- 115,9 mm
- Wersja
- Europejska
Opis produktu
Klocki Tomex Tył - NISSANN INTERSTAR
Komplet na oś
Nr katalogowy: TX13-52
Specyfikacja:
- Grubość [mm]: 16,8
- Szerokość [mm]: 115,9
- Wysokość [mm]: 51,4
- System hamulcowy: BOSCH
Firma Tomex to najbardziej doświadczony polski producent klocków i szczęk hamulcowych. Producent ten jest największym w kraju i jednym z najbardziej liczących się w Europie Środkowej wytwórcą elementów układu hamulcowego do aut osobowych, dostawczych oraz ciężarowych. Produkty firmy podlegają stałym kontrolom i testom na każdym z etapów produkcji co zapewnia wysoką jakość produktu.
Scorching - Bardzo ważny etap na procesie produkcji polegający na obróbce cieplnej wierzchniej warstwy materiału ciernego. Proces ten ma na celu wytworzenie warstwy, która wspomaga docieranie klocków.
Hybritech - Kolejna innowacja w procesie produkcji firmy Tomex. Proces ten to hybrydowe prasowanie klocków hamulcowych do aut osobowych polegające na stosowaniu dwóch faz w trakcie jednego cyklu, najpierw odbywa się prasowanie w temperaturze otoczenia a następnie prasowanie na gorąco w temperaturze 200°C. Dzięki tej technologii udało się znacząco zmniejszyć fading temperaturowy czyli zachować skuteczność hamowania również w wysokiej temperaturze.
